专业高精密蜗轮蜗杆制造商
IT4—IT7级精度/双导程/各类齿形/国标、英标/微侧隙
全国服务热线 0757-82660983

1.选择合适的砂轮
根据齿轮的材料硬度及工艺要求选择硬度、粒度、气孔、结合剂等合适的砂轮。为了避免砂粒磨钝而产生的磨削热,砂轮硬度应选软一些,以便磨钝的砂粒及时脱落,保持砂轮的自锐性,同时也应选择组织号较大的砂轮,组织号大的砂轮气孔多.可以容纳切屑避免砂轮堵塞,又可将磨削液或空气带入磨削区域,从而使磨削区域温度降低。在保证齿面粗糙度要求的前提下, 宜选择较粗粒度的砂轮.以达到较高的磨除率。

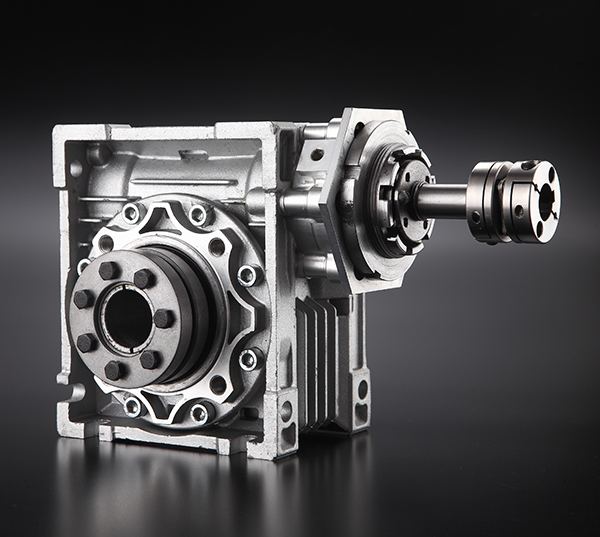
(蜗杆)
2.理制定磨削工艺参数
首先,制定合理的工件转速,在保证工件表面粗糙度要求的前提下,使砂轮在单位时间内切下的磨屑最多而磨损最少。通过增加工件主轴转速可以减少磨齿烧伤及裂纹,即砂轮转速达到规定的线速度时增加砂轮头数来增加工件主轴转速,工件主轴转速增加,虽磨削热随之增加,但工件表面在同一磨削区 停留的时间减少,故传入工件热量相对减少,且可以大大提高磨削效率,改变齿轮表面的微观形貌和加工纹理,有利于降低齿轮传动噪声:其次,确定合理的冲程速度即砂轮沿齿宽方向的运动速度,在当今新型蜗杆砂轮磨齿机上我们常用的磨齿方法为深切缓进,深切缓进磨削深度大,砂轮与工件接触的弧长大,因此单位时间参与磨削的磨粒数量远远多于普通的磨削方式,此外,砂轮以缓慢的速度切入工件,避免了砂轮与工件表面的撞击使得磨削过程平稳不振动,砂轮外圆轮廓形状保持性长,提高了砂轮的耐用度且不易产生烧伤。再次,计算合适的冲程长度。当今新型蜗杆磨齿机砂轮径向单次进给量很大,所以砂轮单边的出头量要根据径向进给量及砂轮外径进行合理计算,否则会发生在砂轮进给过程中因砂轮圆弧撞击 到齿轮边缘而产生烧伤。
关注尚为传动公众号了解更多精彩内容



手机号码:13929991596
固定电话:0757-82660983
传真号码:0757-82660989
邮箱:32727126@qq.com
地址:广东省佛山市禅城区张槎街道大江联胜工业区6路9号
在线咨询版权所有 佛山市尚为传动科技有限公司 备案号:粤ICP备17120660号-1 . 保留所有权利. 技术支持 深度网