专业高精密蜗轮蜗杆制造商
IT4—IT7级精度/双导程/各类齿形/国标、英标/微侧隙
全国服务热线 0757-82660983
当前位置:首页 » 行业动态 » 磨削裂纹产生原因分析

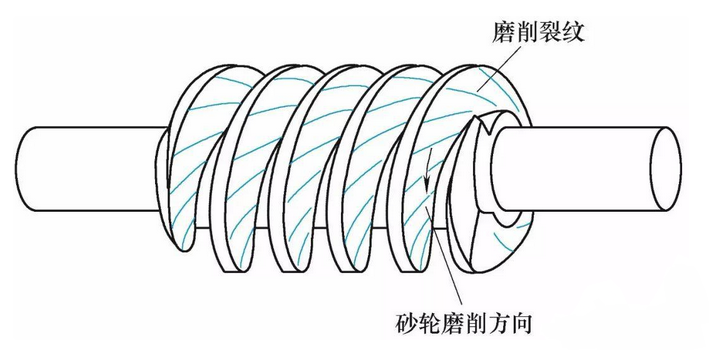
蜗杆的磨削裂纹与一般淬火裂纹明显不同,淬火裂纹粗而深,数量少;磨削裂纹只发生在磨削面上,数量较多,深度较浅,且深度基本一致。较轻的磨削裂纹垂直于或接近垂直于磨削方向呈条状裂纹。此蜗杆面是螺旋状曲面,磨削方向如图箭头所示,裂纹垂直于磨削方向,符合磨削裂纹的特征。热处理后的零件在磨削加工时,于砂轮变钝未及时修整、磨削深度过大以及冷却不分等原因,可使磨削区内瞬间高温达到400 ~ 1500°C,从而发生磨削烧伤和磨削裂纹,引起零件表面组织、显微硬度、残余应力、学性能等发生变化。
蜗杆磨削裂纹的形成与工件硬度有关,硬度小于55HRC的工件虽可能发生烧伤,但产生磨削裂纹的情况极少, 60HRC以上的工件,都会使磨削裂纹发生的可能性大为增加。该零件实测硬度59 ~ 60HRC,大大增加了产生磨削裂纹的倾向。一方面,磨削条件不当或磨削不规范时,被磨削的表面首先会形成一个个较强烈的烧伤中心,造成不均匀的热应力,在交替的高温与急冷下应力值渐增,应力超过材料的强度极限时,被磨削的表面就会产生裂纹。另一面,表层渗碳淬火组织中的残留奥氏体,在磨削时受强烈的磨削热的影响及冷却液的冷却,将会转变为新生的马氏体,引起零件表面局部体积膨胀,加大了零件表面拉应力,导致应力集中,继续磨削则容易加速磨削裂纹的产生。
尚为传动精工制造精密蜗轮蜗杆,双导程蜗轮蜗杆,蜗轮蜗杆减速机,蜗杆减速机,企业拥有全数控蜗杆磨床,数控外圆磨床,数控滚齿机,数控车床等近百台生产加工设备。

关注尚为传动公众号了解更多精彩内容



手机号码:13929991596
固定电话:0757-82660983
传真号码:0757-82660989
邮箱:32727126@qq.com
地址:广东省佛山市禅城区张槎街道大江联胜工业区6路9号
在线咨询版权所有 佛山市尚为传动科技有限公司 备案号:粤ICP备17120660号-1 . 保留所有权利. 技术支持 深度网